分享操作漢奇伺服中走絲的一篇工作日志
時間 : 2019-08-20 16:12點擊數(shù) :
一位來自山東的小伙子���,專業(yè)是機電一體化����,來漢奇參加維修培訓班學習前��,��,經(jīng)歷了七天的學習實操��,用漢奇伺服中走絲HQ-400EZ很穩(wěn)定切割出很好的粗糙度,年紀人思想活躍����,不受條條框框限制,依照蘇州漢奇公司從前的多次切割工藝參數(shù)設置���,修刀過程參數(shù)都添加‘’負壓(FP FON)。
往往實際修刀中���,因放電能量太小不支持修刀余量的需求����,產(chǎn)生‘’修不動‘’���,小伙子沒有象我們因循守舊,照本宣科,敢于嘗試��,在割一修三的切割中���,保留修一���,修二的‘負壓’參數(shù),利用FP/FON提升粗糙度的功效��,而z后一刀大膽減掉‘’負壓‘’����,選用小脈寬����,小電流維持修刀穩(wěn)定性��,經(jīng)多次重復試割,把粗糙度控制在很好的范圍。敢于挑戰(zhàn)���,敢于嘗試���,敢于創(chuàng)新,漢奇數(shù)控的中走絲機床加工的指標會超出我們的想象!
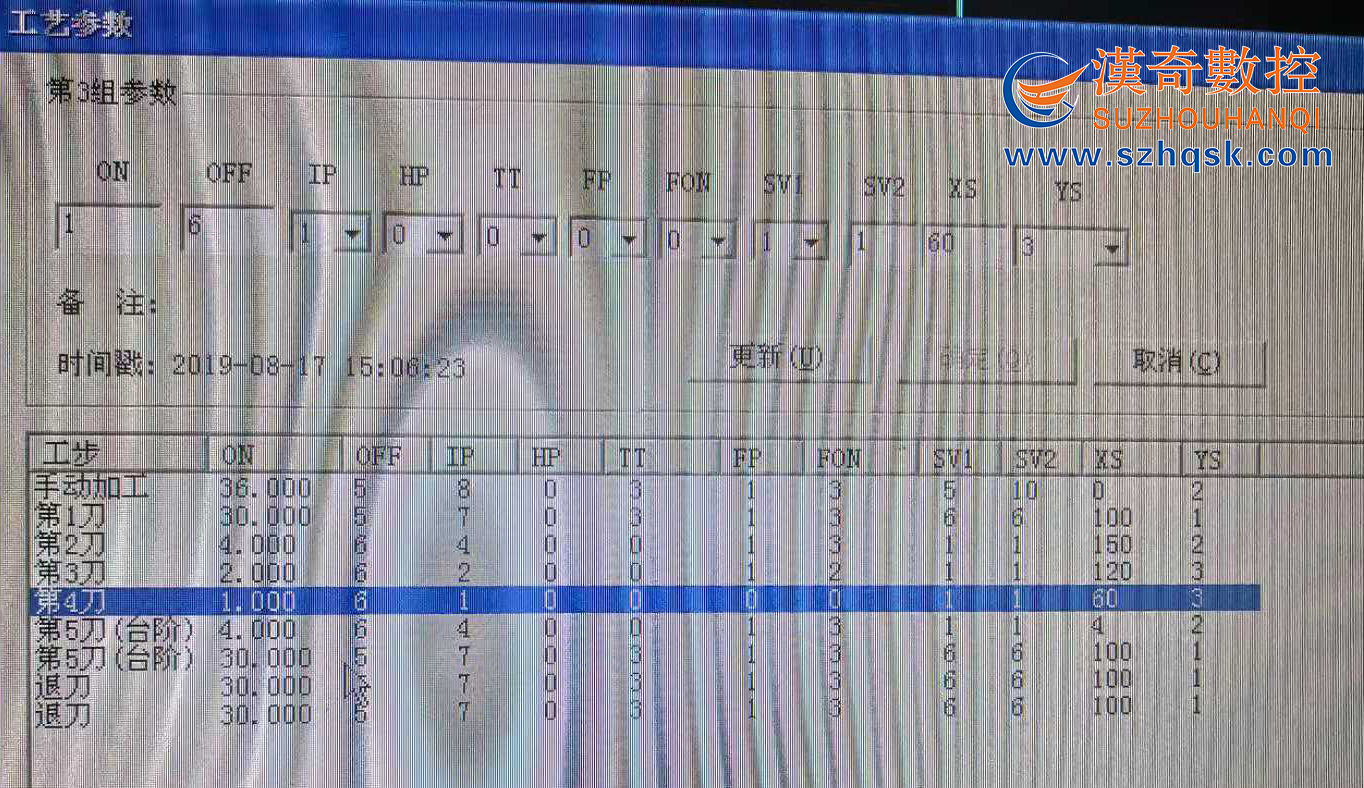
現(xiàn)在漢奇中走絲(料厚30以內(nèi)���,熱處理DC53��,SPK808水基濃度12)達到這一要求��,就能出好效果��,以下附上修刀參數(shù)。(文:曾學達)